Мідна деталь під час нагрівання розширюється при цьому збільшується
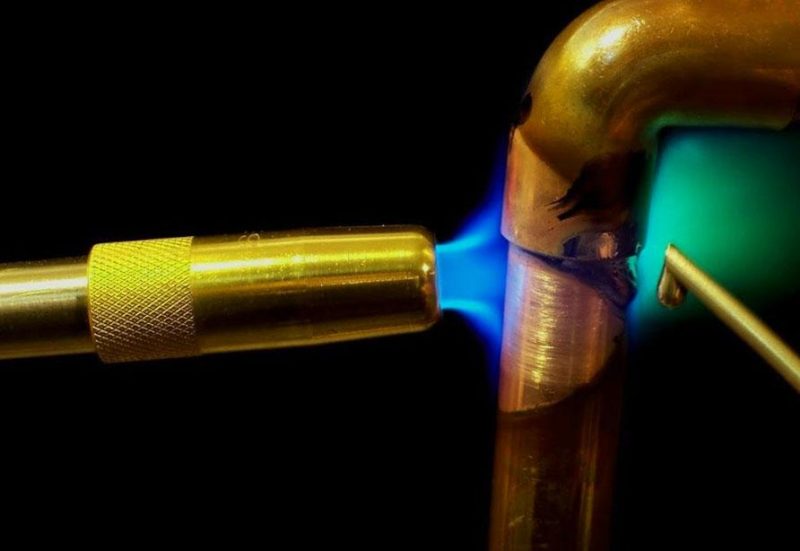
Трубопровідник під час пайки раптово перестає входити у фітинг — хоча ще хвилину тому все було нормально. Причина проста: мідна деталь під час нагрівання розширюється, і розміри вже не ті.
Це явище відоме кожному, хто працює з металами. Але розуміти його на рівні “метал розширюється від тепла” і знати, як саме це відбувається з міддю та як на це реагувати — зовсім різні речі.
Чому мідь реагує на тепло інакше, ніж здається
Мідь — один із найбільш теплопровідних металів. Вона нагрівається швидко і рівномірно по всьому об’єму. Через це зміни розмірів відбуваються майже одразу, без затримки. Це важливо враховувати при монтажі та обробці.
Коефіцієнт лінійного теплового розширення міді становить близько 17 мкм/(м·°C). Для порівняння: у сталі — приблизно 12, у алюмінію — до 23. Мідь займає середню позицію, але через свою м’якість і широке застосування у точних конструкціях ця цифра має велике практичне значення.
Як розширення проявляється у реальних умовах
Розглянемо просту ситуацію. Мідна трубка завдовжки 1 метр нагрівається від 20°C до 200°C. Різниця температур — 180 градусів. Розширення складе приблизно 3 мм. Для трубопроводу довжиною 10 метрів це вже 30 мм — серйозне зміщення, яке може деформувати кріплення або розірвати з’єднання.
У деталях складної форми розширення відбувається по всіх напрямках одночасно:
- довжина збільшується пропорційно до нагріву
- діаметр отвору теж зростає, а не зменшується
- об’єм деталі збільшується в кубічному співвідношенні
- внутрішні напруження залишаються мінімальними завдяки рівномірному нагріву
Саме тому мідна деталь при збільшенні температури не “затискає” отвір, а навпаки — отвір стає трохи більшим. Це використовують у пресових посадках: деталь нагрівають, встановлюють вал або втулку, і після охолодження з’єднання стає надійним.
Об’ємне розширення і чому воно важливіше лінійного
Для труб і стрижнів достатньо знати лінійне розширення. Але для об’ємних деталей — фланців, втулок, корпусів — важливіший об’ємний показник. Коефіцієнт об’ємного розширення міді приблизно втричі більший за лінійний — близько 51 мкм/(м·°C).
Важливий нюанс, який легко пропустити: якщо мідна деталь нагрівається нерівномірно — наприклад, лише з одного боку — виникають локальні напруження. Це може призвести до мікротріщин навіть без видимих зовнішніх пошкоджень. Тому при пайці чи зварюванні рекомендують прогрівати деталь поступово і по можливості рівномірно.
| Метал | Лінійний коефіцієнт (мкм/м·°C) | Теплопровідність (Вт/м·°C) |
|---|---|---|
| Мідь | 17 | 385 |
| Сталь | 12 | 50 |
| Алюміній | 23 | 205 |
| Латунь | 19 | 120 |
| Титан | 8.6 | 22 |
Де це явище грає ключову роль на практиці
Розширення міді під час нагрівання — не просто шкільна фізика. Це щоденна реальність у кількох галузях.
Сантехніка і трубопроводи
Монтажники знають: мідні труби в системах гарячого водопостачання потребують компенсаційних петель або рухомих кріплень. Без цього при перепадах температур труба “гуляє” і поступово розхитує з’єднання. У будинках, збудованих ще у 70-х роках, досі зустрічаються тріщини у паяних швах саме через ігнорування цього принципу.
Практика показує: майстри, які вперше стикаються з монтажем мідних систем опалення, нерідко недооцінюють потрібний запас під розширення. Через кілька місяців роботи системи кріплення починають скрипіти, а в місцях жорсткої фіксації з’являються потертості на трубі.
Електроніка і контактні з’єднання
У електротехніці розширення деталей під час нагрівання — одна з причин послаблення контактів. Мідна шина або провід після багаторазових циклів нагрів-охолодження поступово “виходить” із затискача. Саме тому в силових щитах підтяжку контактів роблять регулярно — це не перестрахування, а технічна необхідність.
- Перевірте момент затяжки після першого місяця роботи нового обладнання.
- Використовуйте пружинні шайби або самостопорні гайки там, де постійний нагрів неминучий.
- Для з’єднань мідь-алюміній враховуйте різницю коефіцієнтів розширення — вона значна.
- Не затягуйте мідний провід надмірно: м’який метал деформується і надалі контакт слабшає ще швидше.
Як розрахувати розширення і не помилитися
Формула теплового розширення проста: ΔL = L × α × ΔT, де L — початкова довжина, α — коефіцієнт лінійного розширення, ΔT — різниця температур. Для міді α = 0.000017 (17 × 10⁻⁶).
Приклад: мідна деталь завдовжки 500 мм нагрівається з 25°C до 175°C. ΔT = 150°C. Розрахунок: 500 × 0.000017 × 150 = 1.275 мм. Здається небагато — але для точних посадок у механічних вузлах це вже критична величина.
| Довжина деталі | ΔT = 50°C | ΔT = 100°C | ΔT = 200°C |
|---|---|---|---|
| 100 мм | 0.085 мм | 0.17 мм | 0.34 мм |
| 500 мм | 0.425 мм | 0.85 мм | 1.7 мм |
| 1000 мм | 0.85 мм | 1.7 мм | 3.4 мм |
| 5000 мм | 4.25 мм | 8.5 мм | 17 мм |
При проектуванні складних вузлів враховуйте не лише теплове розширення самої міді, а й матеріал суміжних деталей. Якщо мідна втулка вставлена у сталевий корпус, то при нагріванні мідь розширюється швидше і сильніше — це може створити надмірний натяг або навпаки, при охолодженні сформувати зазор там, де він неприпустимий.
Що врахувати при виборі допусків і посадок
Конструктори, які вперше закладають мідні деталі у вузли з температурними змінами, часто беруть допуски “як для сталі”. Це помилка. Через вищий коефіцієнт розширення міді посадки потрібно розраховувати з урахуванням реального діапазону температур під час роботи.
Кілька практичних орієнтирів:
- для нерухомих з’єднань при температурах до 100°C — стандартні допуски зазвичай прийнятні
- при нагріванні вище 150°C — закладайте збільшений зазор або пружний елемент
- у парі мідь-мідь розширення однакове, тому проблем менше
- у парі мідь-сталь різниця коефіцієнтів становить 5 одиниць — при великих перепадах це відчутно
Коли мідна деталь розширюється під час нагрівання і при цьому збільшується в розмірах, посадка з натягом стає ще щільнішою. Це можна використати на користь — але лише якщо конструкція це передбачає. Якщо ні — деталь може тріснути або деформувати корпус.
Ще один момент, про який рідко згадують: повторювані цикли нагрів-охолодження поступово “розбивають” посадку. Кожен цикл — мікроскопічне переміщення. За тисячі циклів накопичується люфт, якого спочатку не було. Саме тому в точних приладах, де мідні елементи регулярно нагріваються, передбачають регулярне технічне обслуговування з’єднань.
Головне про розширення міді — коротко
Теплове розширення міді — явище передбачуване і добре вивчене. Його не треба боятися, але ігнорувати теж не варто. Правильне розуміння того, як і наскільки збільшується мідна деталь під час нагрівання, допомагає уникнути типових помилок у монтажі, проектуванні та обслуговуванні.
Три речі, які варто пам’ятати:
- Коефіцієнт розширення міді — 17 мкм/(м·°C). Це відправна точка для будь-яких розрахунків.
- Отвори в мідній деталі при нагріванні збільшуються, а не зменшуються.
- Довгі мідні елементи в умовах перепадів температур потребують компенсаційних рішень — без винятків.
Розуміння цих основ рятує від дорогих переробок і аварій. Особливо коли мова йде про системи, де від надійності з’єднань залежить безперервна робота обладнання.