Медная деталь при нагревании расширяется при этом увеличивается
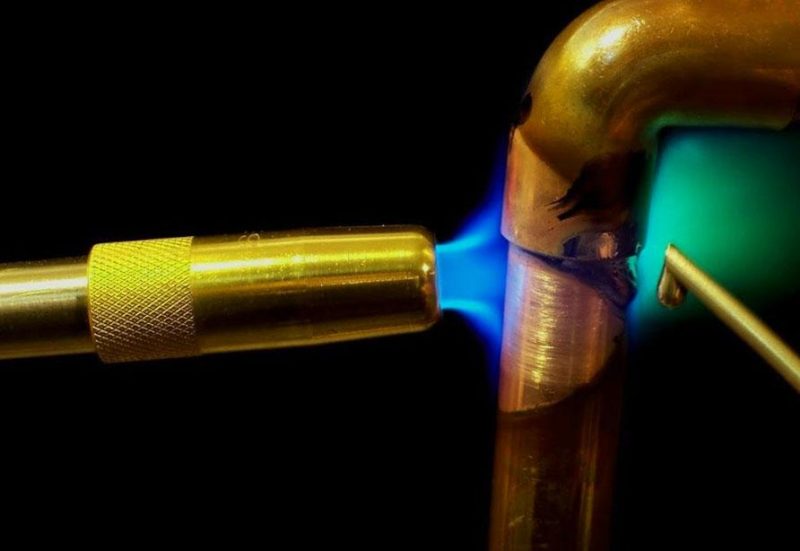
Трубопровод при пайке внезапно перестает входить в фитинг — хотя еще минуту назад все было нормально. Причина проста: медная деталь при нагревании расширяется, и размеры уже не те.
Это явление известно каждому, кто работает с металлами. Но понимать его на уровне «металл расширяется от тепла» и знать, как именно это происходит с медью и как на это реагировать — совсем разные вещи.
Почему медь реагирует на тепло иначе, чем кажется
Медь — один из самых теплопроводных металлов. Она нагревается быстро и равномерно по всему объему. Из-за этого изменения размеров происходят почти сразу, без задержки. Это важно учитывать при монтаже и обработке.
Коэффициент линейного теплового расширения меди составляет около 17 мкм/(м·°C). Для сравнения: у стали — примерно 12, у алюминия — до 23. Медь занимает среднюю позицию, но из-за своей мягкости и широкого применения в точных конструкциях эта цифра имеет большое практическое значение.
Как расширение проявляется в реальных условиях
Рассмотрим простую ситуацию. Медная трубка длиной 1 метр нагревается от 20°C до 200°C. Разница температур — 180 градусов. Расширение составит примерно 3 мм. Для трубопровода длиной 10 метров это уже 30 мм — серьезное смещение, которое может деформировать крепление или разорвать соединение.
В деталях сложной формы расширение происходит по всех направлениях одновременно:
- длина увеличивается пропорционально нагреву
- диаметр отверстия тоже растет, а не уменьшается
- объем детали увеличивается в кубическом соотношении
- внутренние напряжения остаются минимальными благодаря равномерному нагреву
Именно поэтому медная деталь при увеличении температуры не «зажимает» отверстие, а наоборот — отверстие становится немного больше. Это используют в прессовых посадках: деталь нагревают, устанавливают вал или втулку, и после охлаждения соединение становится надежным.
Объемное расширение и почему оно важнее линейного
Для труб и стержней достаточно знать линейное расширение. Но для объемных деталей — фланцев, втулок, корпусов — важнее объемный показатель. Коэффициент объемного расширения меди примерно втрое больше линейного — около 51 мкм/(м·°C).
Важный нюанс, который легко пропустить: если медная деталь нагревается неравномерно — например, только с одной стороны — возникают локальные напряжения. Это может привести к микротрещинам даже без видимых внешних повреждений. Поэтому при пайке или сварке рекомендуют прогревать деталь постепенно и по возможности равномерно.
| Металл | Линейный коэффициент (мкм/м·°C) | Теплопроводность (Вт/м·°C) |
|---|---|---|
| Медь | 17 | 385 |
| Сталь | 12 | 50 |
| Алюминий | 23 | 205 |
| Латунь | 19 | 120 |
| Титан | 8.6 | 22 |
Где это явление играет ключевую роль на практике
Расширение меди при нагревании — не просто школьная физика. Это повседневная реальность в нескольких отраслях.
Сантехника и трубопроводы
Монтажники знают: медные трубы в системах горячего водоснабжения требуют компенсационных петель или подвижных креплений. Без этого при перепадах температур труба «гуляет» и постепенно расшатывает соединение. В домах, построенных еще в 70-х годах, до сих пор встречаются трещины в паяных швах именно из-за игнорирования этого принципа.
Практика показывает: мастера, которые впервые сталкиваются с монтажом медных систем отопления, нередко недооценивают нужный запас под расширение. Через несколько месяцев работы системы крепления начинают скрипеть, а в местах жесткой фиксации появляются потертости на трубе.
Электроника и контактные соединения
В электротехнике расширение деталей при нагревании — одна из причин ослабления контактов. Медная шина или провод после многократных циклов нагрев-охлаждение постепенно «выходит» из зажима. Именно поэтому в силовых щитах подтяжку контактов делают регулярно — это не перестраховка, а техническая необходимость.
- Проверьте момент затяжки после первого месяца работы нового оборудования.
- Используйте пружинные шайбы или самостопорные гайки там, где постоянный нагрев неизбежен.
- Для соединений медь-алюминий учитывайте разницу коэффициентов расширения — она значительна.
- Не затягивайте медный провод чрезмерно: мягкий металл деформируется и далее контакт слабеет еще быстрее.
Как рассчитать расширение и не ошибиться
Формула теплового расширения проста: ΔL = L × α × ΔT, где L — начальная длина, α — коэффициент линейного расширения, ΔT — разница температур. Для меди α = 0.000017 (17 × 10⁻⁶).
Пример: медная деталь длиной 500 мм нагревается с 25°C до 175°C. ΔT = 150°C. Расчет: 500 × 0.000017 × 150 = 1.275 мм. Кажется немного — но для точных посадок в механических узлах это уже критическая величина.
| Длина детали | ΔT = 50°C | ΔT = 100°C | ΔT = 200°C |
|---|---|---|---|
| 100 мм | 0.085 мм | 0.17 мм | 0.34 мм |
| 500 мм | 0.425 мм | 0.85 мм | 1.7 мм |
| 1000 мм | 0.85 мм | 1.7 мм | 3.4 мм |
| 5000 мм | 4.25 мм | 8.5 мм | 17 мм |
При проектировании сложных узлов учитывайте не только тепловое расширение самой меди, но и материал смежных деталей. Если медная втулка вставлена в стальной корпус, то при нагревании медь расширяется быстрее и сильнее — это может создать чрезмерный натяг или наоборот, при охлаждении сформировать зазор там, где он недопустим.
Что учесть при выборе допусков и посадок
Конструкторы, которые впервые закладывают медные детали в узлы с температурными изменениями, часто берут допуски «как для стали». Это ошибка. Из-за более высокого коэффициента расширения меди посадки нужно рассчитывать с учетом реального диапазона температур при работе.
Несколько практических ориентиров:
- для неподвижных соединений при температурах до 100°C — стандартные допуски обычно приемлемы
- при нагревании выше 150°C — закладывайте увеличенный зазор или упругий элемент
- в паре медь-медь расширение одинаковое, поэтому проблем меньше
- в паре медь-сталь разница коэффициентов составляет 5 единиц — при больших перепадах это ощутимо
Когда медная деталь расширяется при нагревании и при этом увеличивается в размерах, посадка с натягом становится еще плотнее. Это можно использовать в пользу — но только если конструкция это предусматривает. Если нет — деталь может треснуть или деформировать корпус.
Еще один момент, о котором редко упоминают: повторяющиеся циклы нагрев-охлаждение постепенно «разбивают» посадку. Каждый цикл — микроскопическое перемещение. За тысячи циклов накапливается люфт, которого сначала не было. Именно поэтому в точных приборах, где медные элементы регулярно нагреваются, предусматривают регулярное техническое обслуживание соединений.
Главное о расширении меди — кратко
Тепловое расширение меди — явление предсказуемое и хорошо изученное. Его не нужно бояться, но игнорировать тоже не стоит. Правильное понимание того, как и насколько увеличивается медная деталь при нагревании, помогает избежать типичных ошибок в монтаже, проектировании и обслуживании.
Три вещи, которые стоит помнить:
- Коэффициент расширения меди — 17 мкм/(м·°C). Это отправная точка для любых расчетов.
- Отверстия в медной детали при нагревании увеличиваются, а не уменьшаются.
- Длинные медные элементы в условиях перепадов температур требуют компенсационных решений — без исключений.
Понимание этих основ спасает от дорогих переделок и аварий. Особенно когда речь идет о системах, где от надежности соединений зависит непрерывная работа оборудования.